La adopción de métodos preventivos de planificación y mejora continua responde al objetivo de desear crear productos y procesos robustos, ahorrando inspecciones durante y después de la fabricación al obtener productos de calidad a la primera. Para ello se usan, de modo integrado, diversas técnicas complementarias. Unas son de tipo organizativo; otras afectan a los equipos productivos o a los productos.
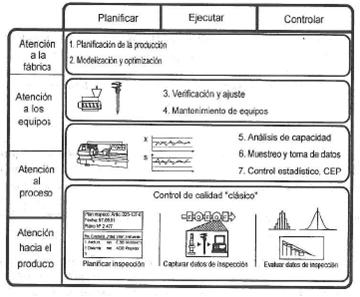 Figura 1: Métodos actuales de gestión de la calidad de fabricación.
Figura 1: Métodos actuales de gestión de la calidad de fabricación.Entre las primeras destaca la planificación de la fabricación. Uno de sus aspectos fundamentales es la gestión de la producción. Además, la planificación de la fabricación incluye el análisis y optimización de procesos y líneas de producción.
Existen técnicas que procuran la ejecución de la fabricación sin defectos a través del conocimiento detallado y la mejora del funcionamiento de los equipos. La verificación y ajuste periódico de la precisión de las máquinas permite extraer de ellas las máximas prestaciones. El mantenimiento evita paradas imprevistas y sus efectos.
El control de la calidad de los procesos y productos utiliza numerosas técnicas. El análisis de capacidad de la máquina y del proceso asegura la producción estable con calidad estadísticamente ajustada al diseño. La toma de muestras representativas resulta esencial para la rapidez y economía de la inspección.
El control estadístico de procesos y la toma de decisiones sobre la aceptación, rechazo o recuperación de los productos, o dinamización del muestreo. Tras la fabricación, el control de calidad del producto, mediante inspección y medición, evidencia si se cumplen las especificaciones del producto. La Gestión de la calidad total ofrece otros métodos para la mejora continua.
Relaciones entre metrología y mantenimiento
La producción total de un modelo o serie se compone de lotes de productos. Se extraen muestras de cada lote, que serán objeto de inspección. El sistema de control estadístico de procesos compara el resultado de dicha inspección con las especificaciones de calidad. Esto permite la clasificación de los lotes y/o productos y su tratamiento posterior.
Además, dado que dicho resultado (o el de una verificación), refleja el estado de la máquina, puede indicar la necesidad de efectuar operaciones sobre ella (cambio de herramienta, ajuste, reparación, sustitución…).
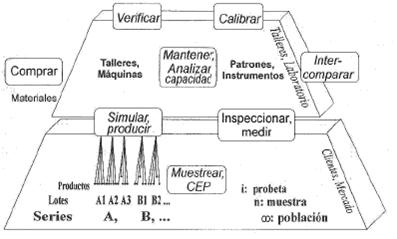 Figura 2: Cadena de producción con calidad asegurada: agentes, acciones, objetos.
Figura 2: Cadena de producción con calidad asegurada: agentes, acciones, objetos. La figura muestra la cadena de agentes, recursos y acciones que aseguran el suministro de productos de calidad trazable hasta los niveles más altos de precisión.
Se aprecia la relación con los procesos e instrumentos de control de calidad (inspección y medición). La verificación, el ajuste o el mantenimiento utilizan muchos instrumentos calibrados, y son procesos centrados en los equipos de producción.
Verificación y ajuste de máquinas y productos.
La fabricación de productos de calidad y a la primera exige utilizar equipos conocidos, precisos y ajustados. La verificación analiza los errores presentes en un equipo, y el ajuste los corrige posteriormente para mejorar su capacidad de trabajo.
Hasta la implantación de la planificación y de la fabricación con calidad, prevalecía el control de la calidad. Se empleaba el mantenimiento correctivo y rara vez se consideraba la prevención o predicción. El método clásico de prueba-error-corrección requería elaborar preseries de calidad creciente hasta lograr el ajuste adecuado.
En estas operaciones se desperdiciaba tiempo, material y mano de obra. La tendencia era agrupar pedidos pequeños en uno mayor para reducir la necesidad de ajustes. Esto daba lugar a excesivos niveles de almacenamiento y capital inmovilizado.
Frente a ello, el conocimiento físico de los mecanismos que originan los errores en equipos productivos sustituye a la comprobación de productos. Se contemplan de modo integrado todas las actividades de la empresa, estableciendo la cadena diseño-fabricación-calidad.
El diseñador completa el desarrollo del producto con instrucciones de ajuste y mantenimiento e incorpora en el equipo puntos de ajuste. El dominio y abaratamiento de la automatización permite el desarrollo de ajustes operativos instantáneamente, proporcionando una enorme flexibilidad. El usuario lanza sin esfuerzo lotes individuales, personalizados y con garantía de calidad.
Los inevitables errores, si se conocen por calibración o verificación y se compensan mediante corrección, dejan de ser un obstáculo para obtener calidad. Es preferible un equipo simple conocido a uno sofisticado y desconocido. La formación de los operadores y usuarios determinará la adquisición, conservación y empleo del equipo.
a) Tipos de verificación y ajuste.
En función del objeto de su realización, se distinguen verificaciones o ajustes de intercomparación o selección, recepción de equipos, auditoría, mantenimiento o puesta a punto periódica.
Su lugar de ejecución puede ser la fábrica del equipo, en una verificación o ajuste inicial o en origen o las instalaciones del usuario tras la instalación del equipo.
El estudio puede referirse a componentes individuales, subconjuntos o equipos.
En ocasiones se efectúa la verificación en vacío de un equipo, que podrá comprender, por ejemplo, su análisis geométrico, cinemático, estático, térmico… Sin embargo, puede ser necesaria su verificación en carga o funcional.
Por su trascendencia, las operaciones de verificación y ajuste más frecuentes y desarrolladas son las que tienen por objeto máquinas-herramienta,robots industriales y de medidoras de coordenadas (MMC).
Resulta, por tanto, clara la conexión existente entre las funciones de los departamentos de calidad y mantenimiento. El departamento de calidad programa las verificaciones en el marco de un plan de mantenimiento preventivo de las máquinas.
Una importante ventaja de la verificación de equipos controlados por ordenador es que los resultados o errores de la verificación pueden ser memorizados como correcciones en el correspondiente control, con lo que se mejoran las prestaciones.
b) Verificación en vacío.
La verificación en vacío exige efectuar, a partir de la cadena cinemática de la máquina, el análisis individualizado de cada grado de libertad. Posteriormente se aplican las leyes de composición de errores para obtener errores globales en condiciones cualesquiera de carga del equipo. Se trata de un método universal pero complejo.
c) Verificación funcional.
El trabajo en carga de muchas máquinas pone en juego potencias elevadas y somete a sus componentes a condiciones operativas reales (fuerzas, vibraciones, temperatura, etc..)
De ahí la necesidad de realizar una verificación funcional, consistente en un ensayo en el que se fabrican y miden probetas estándar, como las definidas en las normas VDI 3254/3442, NAS 913/978/979, UNE 15-318-90 ó NF-E-60-100. La aproximación de estos ensayos a condiciones reales permite comparar equipos de forma simple.
Pruebas de estabilidad y capacidad de procesos.
Hoy se extiende la necesidad del Aseguramiento de la Calidad, justificando ante el cliente la correcta relación entre capacidad de proceso y capacidad de máquina en relación con la tolerancia exigida a las piezas.
Aunque la calidad de fabricación de una máquina va derivando con el tiempo, su mantenimiento periódico restablece las condiciones aceptables de funcionamiento antes de superar las tolerancias de fabricación en las piezas, alargando además la vida de estas costosas máquinas.
En la fabricación repetitiva, dirigida a obtener lotes o series largas, puede convenir la realización de pruebas estadísticas ocasionales de la calidad de funcionamiento de los equipos de producción. Por su profundidad y duración, estas pruebas se encuentran a medio camino entre las de verificación o mantenimiento citadas y las de muestreo y control estadístico de procesos.
Su evaluación tiene lugar mediante ciertos indicadores y técnicas estadísticas. La estabilidad es un indicador de la evolución temporal de la distribución, mientras que la capacidad cuantifica la relación entre la incertidumbre del proceso y la tolerancia admitida en diseño.
Para evaluar la capacidad se emplean dos parámetros, que reflejan la estrechez de la distribución y su margen o reserva hasta los correspondientes límites de tolerancia.
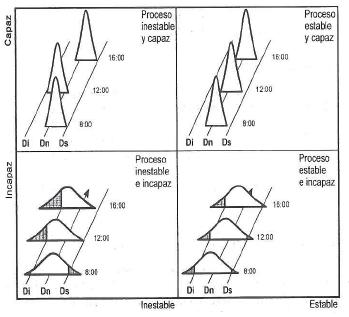
Figura 4: Estabilidad y capacidad de un proceso.
Conclusiones.
Aunque las actividades de gestión de la calidad se desplazan crecientemente hacia áreas previas a la fabricación, las que inciden sobre ésta son de gran importancia.
Los métodos de verificación, ajuste y mantenimiento de los sistemas productivos garantizan productos de calidad, incluso en series cortas, evitando pruebas y ajustes. Los estudios periódicos de la capacidad del proceso y de la máquina, permiten controlar que las condiciones de ajuste se mantienen entre los límites especificados. Además, las técnicas de control estadístico de procesos vigilan la calidad de fabricación durante la elaboración de series largas.
En Nexon Automation podemos ayudarte a tener un control de calidad del 100% con nuestra soluciones de inspección automatizado, junto con la tecnología de Creaform. ¡Contáctanos!
Fuente: SEAS